 deDeutsch
deDeutsch

herstellung der Dämpferschäfte
Nach der Auswertung der dokumentierten Daten und der am Original erkennbaren Arbeitsspuren wird ein handwerklicher Re-Engineering-Prozess durchgeführt.
Die Spuren der einzelnen Arbeitsschritte an Original und Replik werden dabei immer wieder verglichen, um erkennen zu können, ob beim Gebrauch der jeweiligen Werkzeuge und den erschlossenen Vorgehensweisen einander entsprechende Spuren entstehen und so Rückschlüsse zulassen, wie die historischen Instrumentenbauer konkret vorgegangen sind.
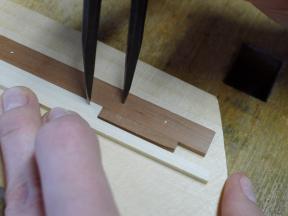
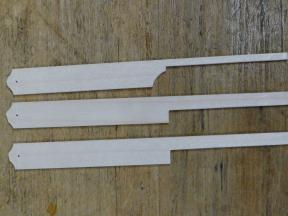
Die Anrisse an den Dämpferschäften, insbesondere am Übergang Schaft/Führungsstab, weisen auf eine rationelle Arbeitstechnik hin. Bei einer seriellen Fertigung der Schäfte in Blöcken könnte der Übergang Schaft/Führungstab bereits endgültig ausgearbeitet werden. Der Anriss bei jedem einzelnen Dämpfer führt aber zur Vermutung, dass die Dämpferschäfte von einer Leiste ausgehend, jeder für sich gefertigt wurde.
Ein Verfahren, dass dem als Orgelbauer Ausgebildeten geläufig ist, weil Orgel-Abstrakten in gleicher Weise gefertigt werden. In Verbindung mit vergleichbaren Befunden (z.B. bei den Auslösern) erlaubt es den Schluss, dass der Erbauer unseres Instruments eine ordentliche Berufsausbildung als Orgelbauer mit der Erweiterung in den noch neuen Klavierbau durchlaufen hat.
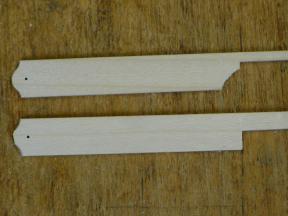
Im sorgfältigen Anreißen, also Vorbereiten der Arbeitsschritte, sehen wir den erfahrenen Handwerker, der seine berufliche Ausbildung in kreativer Anwendung geordnet zu nutzen weiß, ein Merkmal, das an allen noch zu zeigenden Details dieses Instruments immer wiederkehrt.
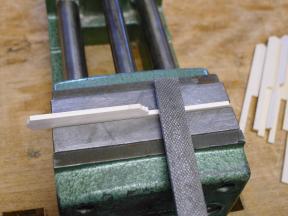
Präzision der Vorbereitung - mit souveräner Beherrschung der Werkzeuge - führt hier zu einem anspruchsvollen durchdachten Stück bester Handwerkskunst.














weitere Arbeitsdetails zum Nachbau des Originalinstrumentes:







